
压铸铝合金
铸造是金属冶炼加工的一种工艺,通常是利用金属的重力在模具中进行浇铸。但"铝压铸"不是靠重力完成的,而是施加了一定压力的铸造工艺。压铸铝合金产品的光洁度及尺寸的精度越来越高,逐渐成为一些重要生产加工方法,甚至用于汽车、飞机等复杂的机械产品。
压铸过程中液态金属高速流入金属模具,金属模具散热速度快,且缺乏普通重力铸造的排气通道,因而压铸件中必然产生大量气孔,从而压铸件进行焊接加工时,非常难以获得较好的焊接质量。工业上,研究比较多的焊接方式有真空钎焊、搅拌摩擦焊、激光搅拌焊、AMB复合激光焊、高速动态光束激光焊,其中高速动态光束激光焊具有气孔容忍性高、焊接速度快、焊接质量优异的特点,有望成为各行业压铸铝合金焊接的最优选择。
真空钎焊
铝合金由于表面极易氧化,并且氧化后生成的三氧化二铝熔点非常高,将影响焊缝的一致性,还易形成气孔等缺陷,因此,焊前应进行严格的清洗。首先用丙酮擦拭表面进行脱脂处理,然后用不锈钢丝刷子刷,至露出金属光泽,再用水砂纸打磨使表面更加平整,并达到去除表面氧化膜的目的。抛光后经酒精清洗,并在丙酮中进行超声波清洗,去除试样端面的油污和杂质,放在酒精中待焊。焊接时的真空度为 1x10-3Pa,在一定焊接温度保温 10~40min,让钎料在焊缝中充分润湿,形成良好的焊接接头。
真空钎焊时,由于钎焊温度高、整体加热时间长、设备耗费能源多、工件大小形状各异及装炉量和装炉方式的不同等因素,需要根据实际情况调整加热工艺曲线。在现有真空钎焊研究中,加热工艺曲线的设置往往凭借经验。目前,可借鉴的真空加热的相关经验公式也具有局限性,大部分经验公式往往以工件有效厚度为单一变量,忽略了面积、体积形状等其他因素,只能推出大概的均热时间范围。此外,加热速率及保温温度的大小也会影响均热时间的长短,而相关经验公式只是根据常规热处理要求所确定的温度范围,推导出各阶段的保温时长,当以上几个因素发生改变时,难免会存在较大误差或不适用的情况。
影响真空钎焊的质量有钎料、真空度、零件表面洁净度、真空设备泄漏率、焊件装配间隙、钎焊温度以及环境气候,其中装配间隙偏大或污染是造成未钎着缺陷的常见因素。真空钎焊质量不仅取决于工艺设计,而且受操作质量影响很大,从工艺设计、焊前清洗、装配、钎焊过程管理等各方面严格控制,才能保证钎焊质量。
搅拌摩擦焊
与传统的熔化焊相比,FSW 具有成本低,效率高,焊件缺陷少、残余应力小、变形小、尺寸稳定性好、焊接波纹细腻平滑、外观美观,节能环保,力学性能更接近于母材等优点,被广泛应用于镁合金和铝合金的焊接,尤其是铝合金的焊接。采用FSW 的焊接方式进行焊接,可有效避免 MIG 焊等熔化焊热输入成型类焊接方法所造成的缺陷,如气孔、裂纹等。同时 FSW 焊接的热输入小、变形小等优点,保证焊接构件的质量。
由于 FSW是一种固相连接方法,所以焊接时被焊材料并没有熔化,而是在摩擦热的作用下发生软化,焊缝处金属达到塑性状态,因而焊缝内金属的塑性状态与热输人的大小相关。FSW焊接中焊接热量主要来源于搅拌头与被焊工件之间的摩擦热。因此,搅拌头的外形、搅拌转速、搅拌头行进速度、焊接构件散热状态等都影响焊接质量。
搅拌摩擦焊焊接质量好,但是焊接产品构件有所限制,比较规则的焊缝可以获得优良的焊接质量,应用受到一定的限制。
压铸铝合金激光焊接
激光焊接加热热源集中,高能束可以实现深熔小孔焊接效果,焊缝深宽比大、焊接结构变形小,且可以在执行机构(如机器人)带动下,可以任意空间位置焊接,激光功率满足的情况下,可以轻松完成多层搭接焊,在诸多应用领域,成为不二选择。但是压铸铝合金激光焊有自身特点,导致激光焊接难度增加:
(1)激光聚焦光斑直径细小,对焊接产品的装配间隙提出高的要求,尤其是构件形状复杂,增加装配难度;
(2)铝合金对激光的反射率高,且铝合金熔点很低,激光焊过程中,熔池金属液体流动性很好,导致焊缝不容易很快成形,且熔融熔池容易高反,且高反激光状态很难控制;
(3)压铸部件由于其制造工艺的原因,焊接性有限或根本无法焊接。这是由于在高压条件下,气孔或型腔中夹杂着气体。此外,压铸过程中使用的脱模剂也不适合获得均匀完好的焊缝。因此在激光焊过程中,焊缝中会出现大量气孔和随机的熔池喷气现象;
(4)铝合金激光焊接存在合金元素烧损,导致激光焊缝表面塌陷、咬边等缺陷;且影响合金强化作用,铝合金焊缝存在软化现象,降低铝合金焊接接头的强度。
采用动态光束进行激光焊接,解决了铝压铸件传统焊接的局限性,特别是解决了传统激光焊接技术存在的孔隙率大的缺陷,提升了焊接件的质量和性能。动态光束激光技术通过搅拌熔池来实现的降低气孔,使气体快速上升到表面并离开金属熔池;高速搅拌使得激光束的有效熔池空间增大,为更多被困的气泡提供充足的上升空间,有效减少熔池内部气孔量。
所有激光焊接方法都涉及熔池形成和随后的快速凝固,这会改变焊接金属的性能和微观结构,激光深熔焊的钥匙孔稳定性对于实现高焊接质量至关重要。焊接钢、镍等高吸收材料时,锁孔一般稳定,使得激光焊接能够达到非常好的效果。然而,在焊接铜、铝和高合金材料时,锁孔本身就可能不稳定,使工艺容易出现不规则现象,例如影响焊接质量的气孔和飞溅物。可以通过激光工艺参数,例如波长、脉冲能量、脉冲持续时间、重复频率和进给速率,以及激光束光斑的形状、大小和强度,来使得激光匙孔尽量稳定。目前应用的常见技术包括使用快速扫描振镜进行摆动焊接、使用以绿色或蓝色波长的激光源,或使用二合一双芯光纤构成可变叠加激光强度分布激光光束整形。
光束整形方法分为两大类:静态、动态。静态光束方案的问题在于,焊接时有非常明确定义的工艺参数且不需要工艺调整时,才是合适的选择。衍射光学元件通过DOE产生图案形状来提供光束整形,该图案形状经过衍射镜并调制光的相位,来实现静态激光光束效果。动态光束整形目前有四种方法可以实现,分别是振镜扫描、压电驱动致动器扫描、基于微机电系统(MEMS)的扫描或光学相控阵。
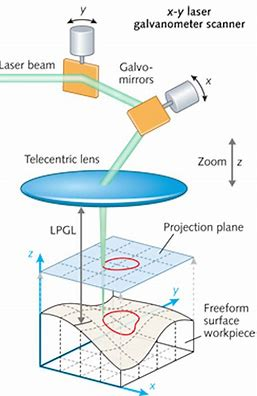
图1 激光振镜扫描
振镜扫描用途最广泛。它们可用于在焊接过程中以圆形或八字形的模式振荡单模光纤激光器输出,构成高速震荡光斑。压电驱动致动器在振镜扫描器基础上提供第三轴控制,通过改变激光束的焦距形成Z轴浮动震荡光斑。MEMS的扫描仪一般镜面尺寸小,在高功率应用(如连续焊接工艺)中的可行性仍然是一个有待克服的挑战。这些光束整形解决方案都无法提供完整的解决方案,它们受到设计运行的最大速度和功率的限制。
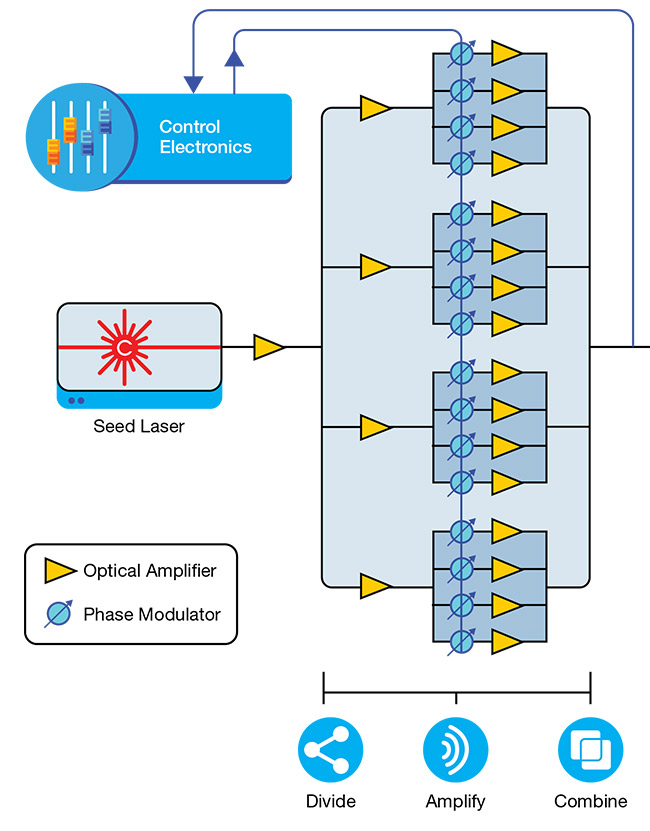
图2 激光相控原理
光学相控阵提供了一种替代且更有效的解决方案。相控阵是一种相干光束组合技术,它将许多单模激光束合并成一个更大的光束。每个激光器都会发出自己的光,这些光与远场中的其他光束重叠以产生衍射图案。该过程释放了灵活性,可以轻松实时操纵光束形状以创建动态激光光束。在动态光束激光器中,每个平行激光器都会产生重叠的光锥。每个锥体斑点之间的差异会产生轻微的相移。在单个激光锥之间,存在同相和异相区域,分别产生相长和相消干涉。使用相位调制器来控制单个光束会产生干涉图案,可以更改该图案以最大化光束光斑位置,从而根据光束的运动形成各种形状和图案。所有这些都可以以高达数百兆赫兹的速度执行,可以超高速度控制激光光束,使得激光匙孔尽量稳定,达到好的焊接质量。
动态光束整形的另一个优势是能够改变激光的焦点。调整相位相互作用不仅可以在平坦的xy平面上移动光束,还可以改变光束在垂直方向上的焦点。这样可以最大限度地提高不同深度的光斑能量,这在焊接压铸铝方面是有益的。
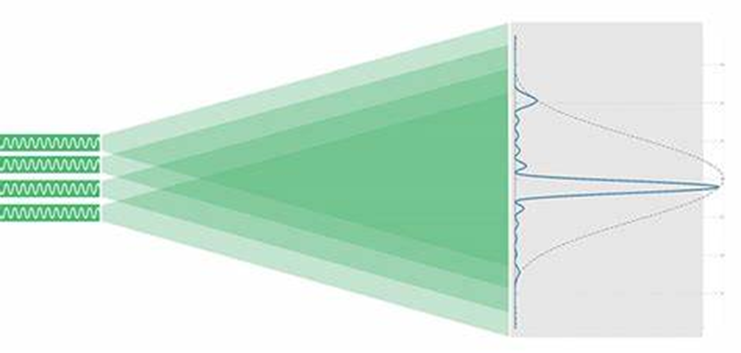
图3 相干相干动态激光光束实现原理
动态激光束焊接助力液冷板行业
散热系统利用泵使散热管中的冷却液循环并进行散热,吸热部分用于从发热器件吸收热量,通过在热原背面设计的散热器排到外面,从而有效进行热管理,比如锂电池汽车、直流输电等领域的IGBT功率器件等。
液冷储能是一种新型的储能热管理技术,早期储能以风冷为主 。随着储能系统对电池安全性和循环寿命要求提升,热管理技术逐步向液冷转向。与风冷相比,液冷通过冷却液对流换热,散热更高效均匀,电池循环寿命更长、安全性更高,同时减少占地面积、提高储能系统能量密度,安全性及经济性的优势,使得储能系统、电池厂商都加码液冷技术布局。
伴随散热功率提升要求提升,可靠性提高,液冷板需要在液道密封、流道设计设计下功夫,避免系统内温差过大;同时设备轻量化也对液冷板重量提出要求。相应的,传统钎焊技术及搅拌摩擦焊技术可预见会面临诸多挑战。
压铸铝合金摩擦焊液冷板需求量越来越大,相比型材,压铸铝合金可以设计更复杂流道,强度高可直接作为电池模组安装板;摩擦焊工艺气密性安全系数高,加工效率高,但是流道设计受限;使用传统激光焊接压铸铝,气孔是难以逾越的技术屏障。相干动态激光光束可以有效解决压铸铝生产的痛点,为行业展开光明的未来。